1 / 5



Para maximizar el tiempo de actividad operativo neto de la ingeniería de herramientas de alta carrera se necesitan configuraciones estructurales especializadas capaces de aislar y neutralizar las fuerzas de retroceso cinéticas masivas. Las matrices de herramientas agrícolas industriales estándar suelen experimentar una distorsión del marco grave y una microdesalineación causada por la propagación incontrolada de ondas de choque mecánicas a través de los lechos de troqueles superior e inferior. Nuestros avanzados sistemas de fabricación de palas incorporan barreras de atenuación acústica y cinética internas diseñadas para absorber la energía armónica destructiva directamente en la interfaz de ataque.
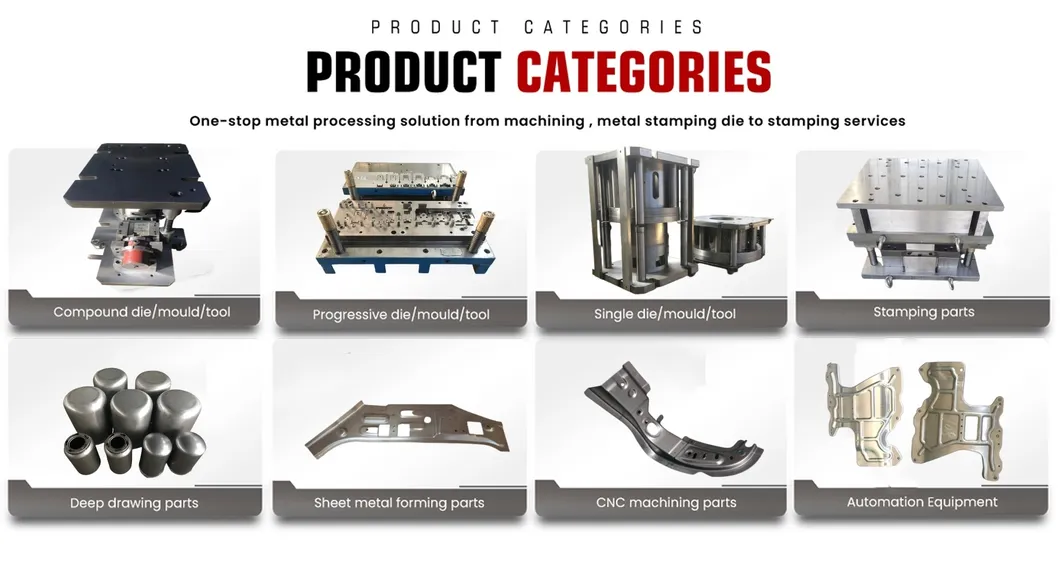
Al implementar geometrías de posicionamiento estandarizadas compatibles con la infraestructura de cambio de troqueles de un minuto (SMED), estas configuraciones de estampado de altas prestaciones permiten a las modernas plantas de fabricación realizar una transición perfecta entre diferentes perfiles de hoja sin necesidad de volver a calcular manualmente. Esta versatilidad modular, junto con tratamientos de nitruración al vacío localizados avanzados en áreas de tierra de alta fricción, minimiza el desgaste inducido por la fricción y el galope durante el corte agresivo de la placa de acero de carril de alto carbono.
| Métrica de ingeniería estructural | Límite operativo documentado |
|---|---|
| Base de acero primario | Premium Uddeholm Calmax / Sleipner / KDA1 |
| Refuerzo del bastidor sustrato | Hierro fundido nodular de alta densidad GGG60 / A536 |
| Capa de modificación de superficie | Nitrato de plasma al vacío + óxido de baja temperatura |
| Dureza de la superficie de la interfaz | HV 1000 - 1100 (regiones de alto desgaste localizadas) |
| Factor de atenuación de vibración | Máximo rebote mecánico reducido en un 28% |
| Grados de existencias admisibles | Acero para herramientas de carbono / Hoja de manganeso / rasqueta de carril |
| Límite de carga cortad máxima | Diseñado hasta 600 toneladas métricas de presión máxima |
| Interfaz de cambio rápido | Ranuras de sujeción hidráulica QDC totalmente integradas |
| Configuración de guiado dinámico | Pilares guía de carburo sólido + casquillos autolubricantes |
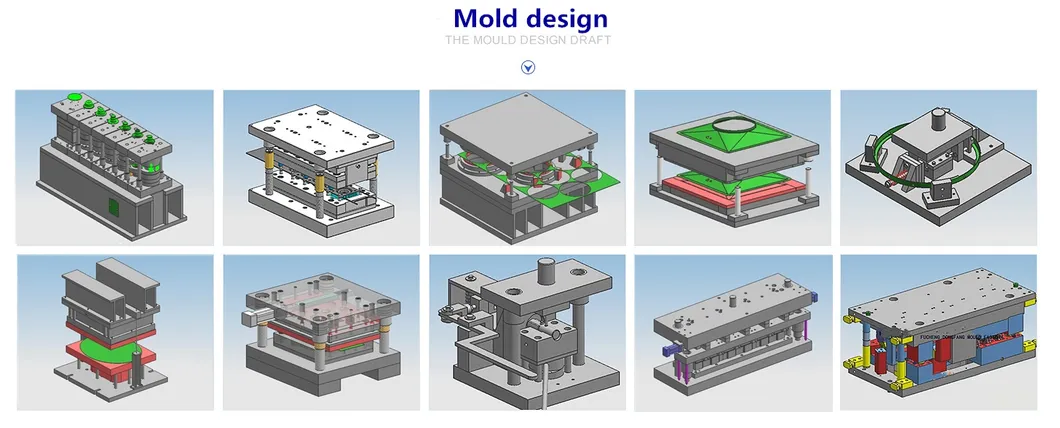
Estos sistemas de obturación y conformado de alto impacto están totalmente optimizados para integrarse en prensas mecánicas de lado recto pesadas, sistemas de alimentación progresiva totalmente automatizados y líneas de prensa robóticas multieje independientes. Cada kit de herramientas completo se somete a rigurosas pruebas de resistencia antes de salir de nuestras instalaciones, y se envía con bloques de elevación de grúa estandarizados y abrazaderas de transporte estructurales pesadas. Su expediente de entrega completo incluye archivos de superficie maestros 3D, gráficos de perfiles de profundidad de dureza certificada, un juego completo de plaquitas de corte reemplazables y esquemas de diagnóstico de sensores/eléctricos localizados para una integración inmediata y sin preocupaciones.